 Canadian Food Business
Canadian Food Business
FOR FOOD AND NATURAL HEALTH PRODUCTS
Feral Temelli* | Marleny D.A. Saldaña
Based on the significant developments in research and know-how in the area of supercritical fluid technology over the past three decades, supercritical carbon dioxide (SC-CO2) extraction and fractionation of natural ingredients have become main stream operations in the rapidly growing functional food and natural health products industry, fueled by the consumer demand for “natural” ingredients/products. Today, companies are advertising the use of SC-CO2 on their web sites and product labels as a marketing advantage over the use of organic solvents and promoting the benefits of SC-CO2 to produce a “natural” extract.
 A fluid is under supercritical conditions when temperature and pressure are above its critical point. This dense fluid has interesting properties in between those of a gas and a liquid. Its density is similar to that of a liquid, while its viscosity and diffusivity are similar to those of a gas. The solvent power can be tuned by adjusting temperature and pressure. The supercritical fluid of choice for food applications has been CO2 due to its moderate critical point of 31oC and 7.4 MPa (Fig. 1). CO2 is considered a “green solvent” and it is cheap, abundant and non-flammable. Furthermore, CO2 can be easily separated from the final product upon depressurization, eliminating concerns over solvent residues and avoiding heat treatments employed for removal of organic solvents. Processing in CO2 environment, in the absence of oxygen also minimizes degradation of sensitive bioactives.
A fluid is under supercritical conditions when temperature and pressure are above its critical point. This dense fluid has interesting properties in between those of a gas and a liquid. Its density is similar to that of a liquid, while its viscosity and diffusivity are similar to those of a gas. The solvent power can be tuned by adjusting temperature and pressure. The supercritical fluid of choice for food applications has been CO2 due to its moderate critical point of 31oC and 7.4 MPa (Fig. 1). CO2 is considered a “green solvent” and it is cheap, abundant and non-flammable. Furthermore, CO2 can be easily separated from the final product upon depressurization, eliminating concerns over solvent residues and avoiding heat treatments employed for removal of organic solvents. Processing in CO2 environment, in the absence of oxygen also minimizes degradation of sensitive bioactives.
Numerous studies have reported the extraction and fractionation of plant materials using SC-CO2 technology. In fact, searching for ‘supercritical extraction’ on the Web of Science (on Oct. 29, 2014) resulted in 35,450 articles, majority of which are related to natural products, demonstrating the level of activity in this field. This article provides a brief overview of the basic principles of SC-CO2 extraction, its status in the world and in Canada and a future outlook for further development.
Both mass transfer kinetics and equilibrium solubility influence the extraction rate where a solid material containing a solute of interest is contacted with SC-CO2 over a period of time. A good understanding of the solubility behavior of the target components in SC-CO2 is essential since solubility is the driving force for extraction. Solvent power of SC-CO2 is dictated by its density, which is a strong function of temperature and pressure. Density increases with pressure, leading to a dramatic increase in solubility. On the other hand, increasing the temperature causes a decrease in SC-CO2 density while increasing the vapor pressure of the solute. The net effect of these two opposing factors dictates the change in solubility. At low pressures close to the critical point, the decrease in SC-CO2 density is more dramatic so that solubility decreases with temperature whereas at higher pressures the vapor pressure effect takes over, leading to solubility increase.
Solute properties, especially polarity, molecular weight and vapor pressure also influence solubility in SC-CO2. Due to the non-polar nature of CO2, it is more selective towards non-polar components, like neutral lipids. For polar solutes, a polar co-solvent such as ethanol can be added to adjust the polarity of the supercritical solvent. However, the additional step of ethanol removal from the extract should not be overlooked. Solubility decreases with molecular weight of a solute. Therefore, non-polar solutes of low molecular weight and high vapor pressure are preferentially solubilized in SC-CO2 at relatively low density conditions and higher density conditions are needed for larger, slightly polar and less volatile solutes. High selectivity can be achieved by simply adjusting the temperature and pressure, which is a major advantage of the SC-CO2 extraction technology, thus minimizing additional refining requirements in most cases.
 Regardless of the scale of operation, a SC-CO2 extraction unit consists of four main components: pump, extraction vessel, depressurization valve and separator (Fig. 2). Other components are temperature and pressure controllers, heat exchangers, piping, valves and rupture disks for overpressure.
Regardless of the scale of operation, a SC-CO2 extraction unit consists of four main components: pump, extraction vessel, depressurization valve and separator (Fig. 2). Other components are temperature and pressure controllers, heat exchangers, piping, valves and rupture disks for overpressure.
The operation starts by loading the plant material into a basket, which is then placed into the extraction vessel. It is advantageous to decrease the particle size to enhance contact surface area and to decrease the moisture content of plant material to optimal level depending on the target solute. The system is then filled with CO2 and pressurized using the pump to the desired pressure while the temperature is adjusted with the use of heaters around the vessel. SC-CO2 extracts the components solubilized under the set conditions and carries them out of the vessel. Upon depressurization, SC-CO2 becomes a gas, separates from the extract and the extract is collected in the separation vessel. Depressurization is achieved through a micrometering valve, which needs to be heated to prevent freezing due to the Joule-Thomson effect upon depressurization. Subsequently, the expanded CO2 passes through a flow meter and a gas meter to determine the total volume of CO2 used. In general, lab-scale units are not equipped to recycle the CO2 and the exhaust CO2 is vented while industrial plants recycle CO2.
The majority of the industrial plants are equipped with several extraction vessels and operate in a semi-continuous mode, where one vessel is used for loading and unloading the solid material. These vessels have quick-opening closures that are often automated to minimize downtime. It is also common for these plants to have more than one separation vessel where the pressure is dropped in a sequential manner to collect different fractions extracted (Fig. 2).
Although the majority of industrial plants operate at pressures of 30-50 MPa, there is growing interest towards the use of much higher pressures of up to 100 MPa for the extraction of natural materials.1 Under such conditions, the solubility of solutes in SC-CO2 increases substantially. Thus, higher yields can be achieved in a shorter period of time using lower solvent-to-feed ratios. However, the cost of such units would be higher.
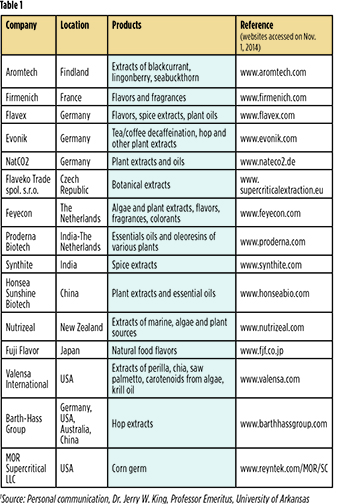
Earliest industrial scale SC-CO2 extraction plants going back to late 1970s were for coffee/tea decaffeination and hops extraction built in Germany. Since then supercritical fluid technology has experienced major growth at the industrial scale. King1 estimated that there are over 150 plants operating around the world. Majority of these plants are targeting the extraction of various components from plants, algae and other sources, for applications in food, natural health products, personal care products and cosmetics. Table 1 provides examples of extracts obtained by SC-CO2. A major focus is high value, low volume specialty oils which are rich in bioactive components, including polyunsaturated fatty acids, carotenoids, tocopherols, and phytosterols. As well, spice extracts including essential oils and oleoresin fractions, herbal extracts, flavors and fragrances, pigments and antioxidants make up a substantial portion of the supercritical extracts available on the market.
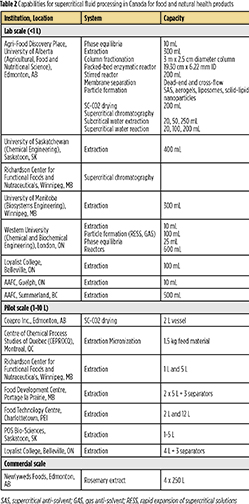
Efforts are underway at laboratory, pilot plant and commercial scale focusing on SC-CO2 processing of natural materials in Canada as summarized in Table 2. Research activities at universities lead the way in lab-scale (<1 L vessels) efforts. The laboratories and the expertise of the authors at the University of Alberta are at the forefront, built over the past 26 years. Their research programs focus on value-added processing of Canadian agricultural resources with an emphasis on lipids2 and nutraceuticals.3,4 Supercritical research activities are based on various unit operations, ranging from extraction3,4 from different sources to column fractionation5, conversions to high value components using enzymatic and non-enzymatic reaction systems6-8, membrane separation9 and particle formation10, with the goal of integrating these unit operations to develop novel supercritical processes. Their lab is equipped with systems corresponding to each unit operation. Majority of the systems are custom built utilizing high pressure parts and vessels and/or modified in unique ways to meet various project goals. Extraction capabilities include both SC-CO23 and subcritical water11-13 extraction. Such process development is based on a solid understanding of fundamentals, requiring capabilities to measure fundamental data under high pressure conditions. Using vessels equipped with sapphire windows, it has been possible to establish phase behavior of various mixtures and perform solubility measurements. Various physical properties such as density, volumetric expansion, viscosity, interfacial tension, melting point and diffusion coefficients were determined. For example, solubility behavior of lipids14,15 and nutraceuticals16 as well as physical properties17,18 of CO2-expanded lipids have been evaluated, demonstrating the dramatic decrease in viscosity and interfacial tension of lipids with increasing CO2 pressure. Such fundamental data are challenging to measure under high pressure, but essential for equipment and process design and optimization. More recently, research activity is expanding at other university labs but mostly focusing only on the extraction of different plant materials (Table 2).
As in any new technology development, once optimization of processing parameters is performed at lab scale, it needs to be fine-tuned and verified at pilot scale before scaling up to industrial level. Several pilot scale extraction units (1-10 L vessels) are available at different organizations across Canada (Table 2), where feasibility studies can be performed.
At commercial scale, Norac Technologies in Edmonton, AB has been in the forefront since the 1980s. They established an extraction plant with 4X250 L vessels, which was later acquired by Newly Weds Foods. Their main product is a rosemary extract, NatureGuard™, with potent antioxidant activity and used in various fat-containing food formulations to control lipid oxidation and extend shelf life. Ceapro Inc., Edmonton, AB, recently signed a licensing agreement with the University of Alberta to scale up and commercialize a supercritical drying technology19 for high molecular weight biopolymers, specifically targeting oat beta-glucan. They are in the process of scaling up the technology from the laboratory to commercial scale. In addition, Mount Echo Naturels, QC and Blue Ocean Nutrasciences, ON are promoting their use of SC-CO2 technology for their seabuckthorn and astaxanthin/omega-3 products, respectively; however, information on their production capabilities is not readily available.
The activities in Canada focusing on the use of SC-CO2 technology for the processing of “natural” materials is on the rise, reflecting some of the major developments around the world. Cost of the process is still the main question for many people with the impression that supercritical technology is expensive. Indeed, SC-CO2 technology requires high pressure equipment with high initial capital investment. However, it should not be overlooked that the overall process is simpler compared to conventional solvent extraction processes, avoiding the need for solvent evaporators and meal desolventizers. On the other hand, the operating cost is lower, again eliminating the need for organic solvents. The commercial scale operations around the world have been targeting low-volume, high-value products, such as specialty oils rich in polyunsaturated fatty acids, carotenoids, tocopherols, etc. It has been demonstrated that for high volume commodity oils, it is a matter of scale and that SC-CO2 extraction to replace the conventional solvent hexane would be competitive at large enough scales.20 The main challenge in large-scale handling of feed materials like oilseeds is the lack of a truly continuous high pressure extractor, despite the fact that many equipment manufacturers have been working on it.
Recent developments in particle formation using SC-CO2 technology are opening new opportunities for design of delivery systems for bioactives. Particles of nano/micro scale can be formed with characteristics that cannot be matched by conventional technologies. Different approaches like supercritical anti-solvent (SAS) particle formation, aerogels, liposomes, solid lipid nanoparticles are under investigation in our labs for novel ingredient development. Such approaches would allow the integration of extraction and particle formation units to be able to extract a bioactive from a plant source and encapsulate in a coating or impregnate on a carrier material in two steps without exposing the bioactive to oxygen.
Integration of various supercritical unit operations would also contribute to building biorefineries21, which would also include some conventional operations. It is also possible to integrate SC-CO2 operations with subcritical water technology22 as another ‘green’ solvent. This would allow maximum utilization of our agricultural resources targeting both food and non-food applications simultaneously. Such approaches are essential for a sustainable bio-economy and critical fluid technologies can play a major role in this development.
Considering all the latest developments, the future of supercritical technology is bright, capitalizing on its unique advantages that cannot be matched by conventional techniques, and thus meeting important consumer demand for “natural” ingredients. Based on research, anchored on solid understanding of the fundamentals, we can look forward to seeing more ingredients processed with SC-CO2 in various food and natural health products.
References
[1] King JW. Ann Rev Food Sci Technol 5 (2014) 215-218.
[2] Temelli F. J Supercrit Fluids 47 (2009) 583-590.
[3]
Temelli F, Saldaña MDA, Moquin PHL, Sun M. In Supercritical fluid extraction of nutraceuticals and bioactive compounds, Martinez, JL. (Ed), CRC Press, Taylor and Francis Group: NY, USA, 2008, pp 51-101.
[4]
Saldaña MDA, Gamarra FMC, Siloto RMP. In Emerging technologies used for the extraction of phytochemicals from fruits, vegetables, and other natural sources; de la Rosa LA, Alvarez-Parrilla E, Gonzalez-Aguilar GA. (Eds), Blackwell Publishing: Iowa, USA, 2010, pp 235-270.
[5] Guclu-Ustundag O, Temelli F. J Am Oil Chem Soc 84 (2007) 953-961.
[6]
Moquin PHL, Temelli F, Sovová H, Saldaña MDA. J Supercrit Fluids 37 (2006) 417-424.
[7] Ciftci D, Saldaña MDA. J Supercrit Fluids 72 (2012) 255-262.
[8] Prado GHC, Khan M, Saldaña MDA, Temelli F. J Supercrit Fluids 66 (2012) 198-206.
[9] Akin O, Temelli F. J Supercrit Fluids 66 (2012)150-156.
[10] Comin L, Temelli F, Saldaña MDA. J Food Eng 111 (2012) 625-631.
[11] Singh PP, Saldaña MDA. Food Res Int 44 (2011) 2452–2458.
[12] Sarkar S, Alvarez VH, Saldaña MDA. J Supercrit Fluids 93 (2014) 27-37.
[13] Alvarez VH, Cahyadi J, Xu D, Saldaña M.D.A. J Supercrit Fluids 90 (2014) 8-17.
[14] Guclu-Ustundag O, Temelli F. J Supercrit Fluids 31 (2004) 235-253.
[15]
Prado I, Giufrida WM, Alvarez VH, Cabral VF, Quispe-Condori S, Saldaña MDA, Cardozo-Filho L. J Am Oil Chem Soc 88 (2011) 1263-1269.
[16]
Saldaña MDA, Temelli F, Guigard SE, Tomberli B, Gray CG. J Food Eng 99 (2010) 1-8.
[17] Jenab E, Temelli F. J Supercrit Fluids 58 (2011) 7-14.
[18] Seifried B, Temelli F. J Supercrit Fluids 52 (2010) 203-214.
[19] Temelli F, Seifried B. PCT application PCT/CA2011/000360, filed Apr. 1, 2011.
[20] Perrut M. Ind Eng Chem Res 39 (2000) 4531–4535.
[21] Temelli F, Ciftci ON. J Supercrit Fluids (2014) DOI: 10.1016/ j.supflu.2014.09.028.
[22]
Saldaña MDA, Valdivieso-Ramirez CS. J Supercrit Fluids (2014) DOI: 10.1016/j.supflu.2014.09.037.
Department of Agricultural, Food and Nutritional Science
University of Alberta
Edmonton, Alberta, Canada T6G 2P5
(*Corresponding author email: feral.temelli@ualberta.ca)



